发布时间:2021-06-27 来源:乃氏新材料
碳化钨锤片是比较常见的粉碎机刀片,相比普通锤片,具有更高的耐磨性能和使用寿命,但其成本也相对较高。在我国已畅销多年,工艺也相对固定。那么碳化钨锤片是如何加工而来的?
锤片基体下料
目前市面上的碳化钨锤片主要采用A3钢钢板制成,也就是我们常说的Q235钢材。通过钢板分条,然后冲剪成需要的锤片尺寸形状。
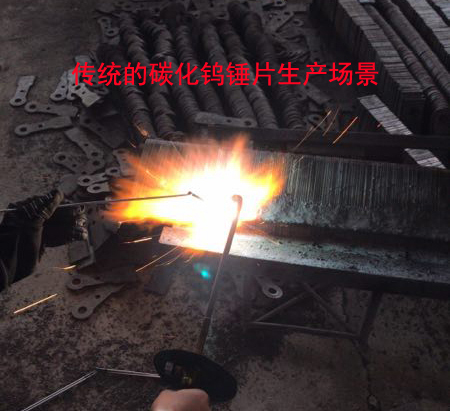
堆焊碳化钨
焊条介绍:在了解堆焊碳化钨工艺前,我们需要先了解碳化钨焊条。这里所说的碳化钨焊条是指铁皮碳化钨管状焊条(也有称为硬质合金焊条)。该焊条是按照一定的比例将铸造碳化钨粉末(主要成分为破碎的铸造碳化钨颗粒和少量的助熔剂以及少量的提高润湿性的其他粉末混合而成)装入铁皮圆管中制成。其中铁皮与粉末的重量一般为4:6。该焊条的优劣主要由其中铸造碳化钨的品质与含量决定。
堆焊工艺介绍:首先,将一定数量的锤片排列整齐,然后用一根长螺栓将锤片穿起来,两头用螺母锁住,形成一个整体,侧面朝上,并倾斜摆放。然后,采用氧乙炔火焰中的内焰区对锤片基体进行预热,然后将火焰调整为弱碳化焰(氧与乙炔之过量的比小于1.2,有微过量的乙炔),火焰具有还原性质,可以防止焊接过程中锤片表面及堆焊金属被氧化。左右拿焊条,右手拿焊枪,焊枪喷嘴与锤片堆焊表面保持15°- 25°夹角,通过左右手配合,均匀将焊液平铺至锤片表面上。最后,待该侧面全部锤片表面堆焊完成后,松开两头的螺母,采用扁平崭子从锤片与锤片之间的间隙处将锤片分开,既该组锤片的一个侧面已完成堆焊。采用同样的方法,将另一面完成堆焊。则改组锤片全部完成堆焊。最后,把螺母松开,将长螺栓取出,整个堆焊工作完成。 继续下一组锤片的堆焊。





 QQ客服
QQ客服